


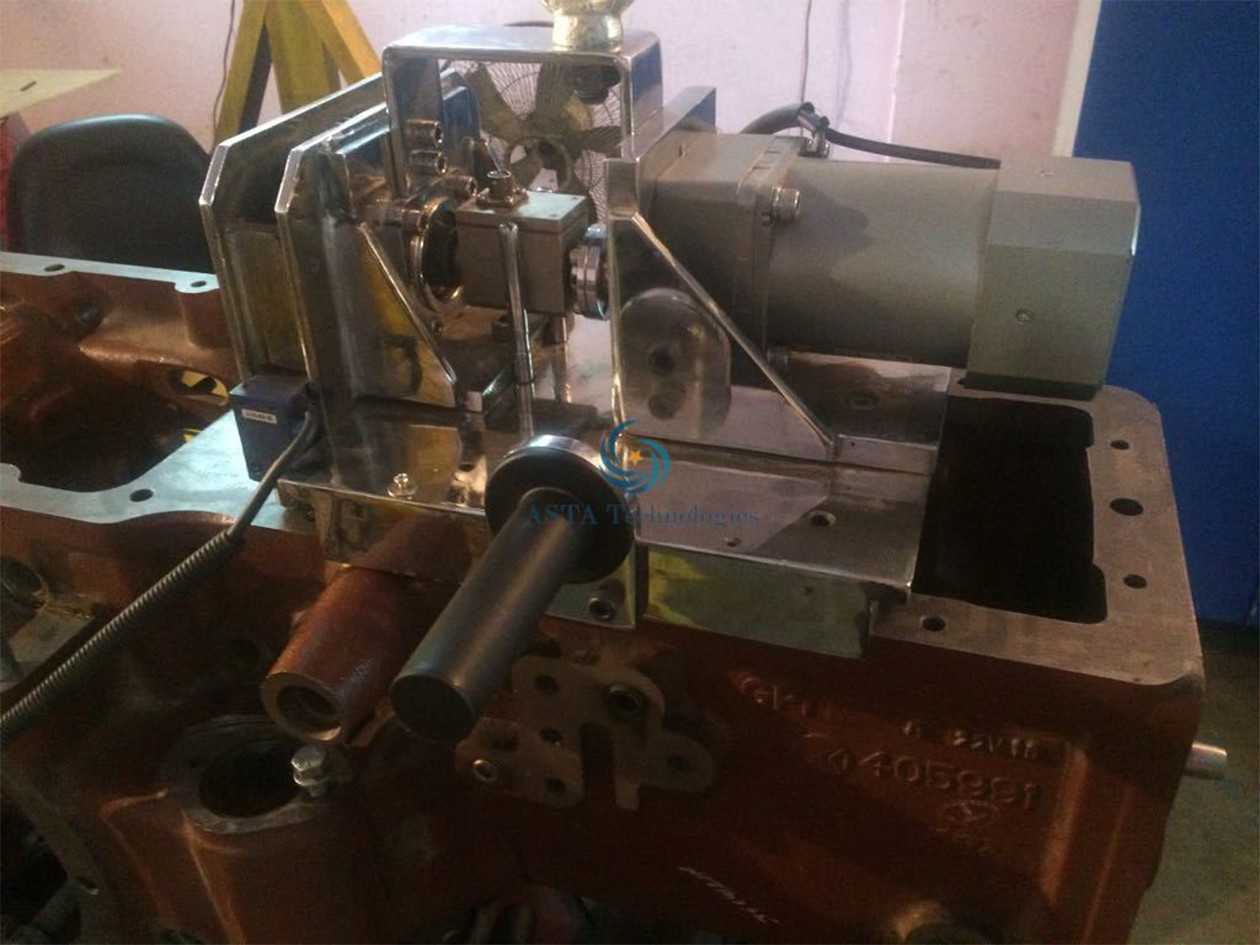


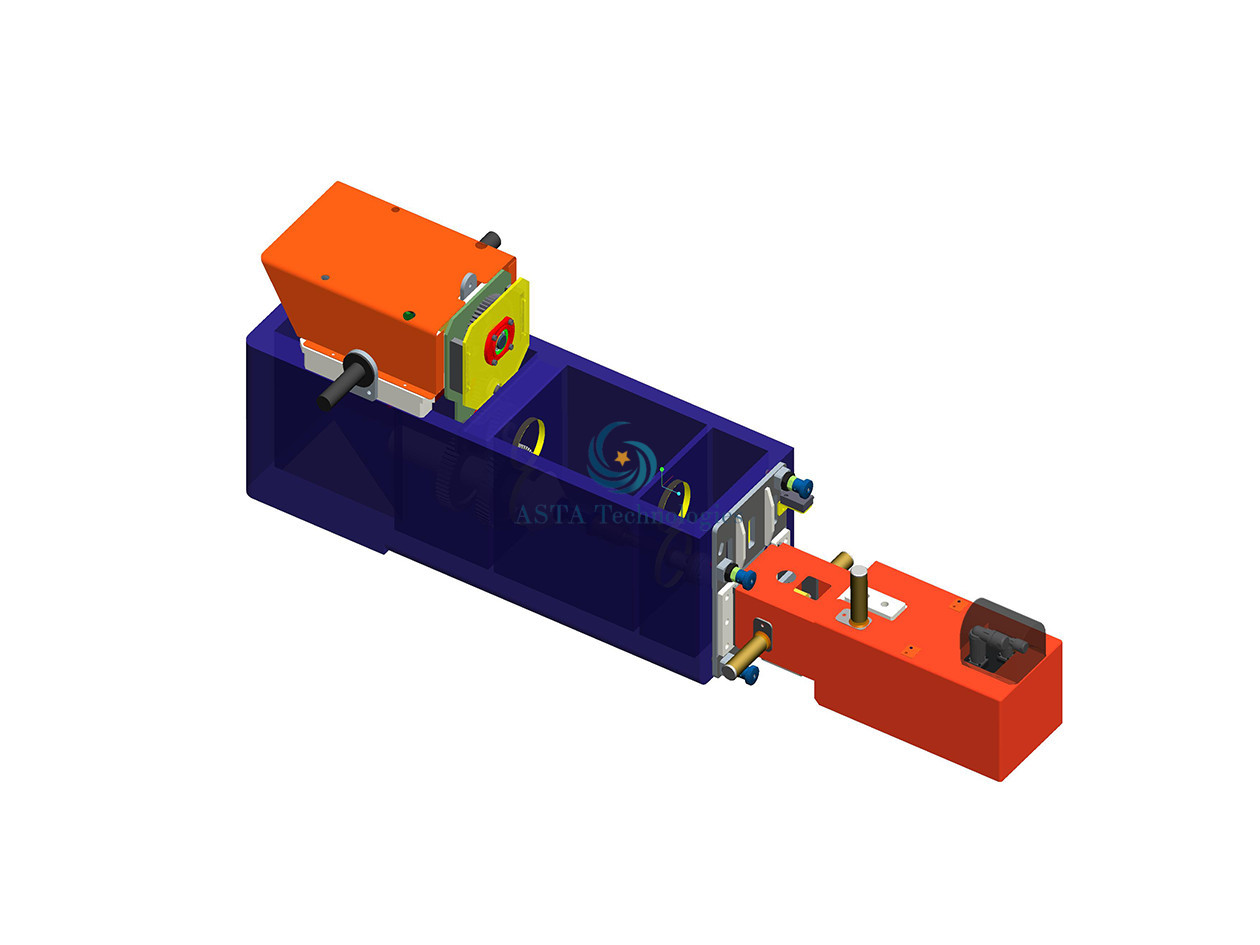
The Pinion Preload setting & checking system held by spring balancer at the assembly line, the operator engages the fixture with the housing by guiding in the dowels and performs testing.
ASTA Technologies is technology driven company based in New Delhi, India. We have domain expertise in various verticals and we specializes in providing end-to-end solutions for Test & Measurement, Automation, Data Acquisition, Labview software development, Mechanical System Design and Manufacturing.
We have summarized our work history and projects details in our latest portfolio.

Automation

Real Time Systems

Test Rigs Design and Manufacturing

Energy Monitoring System

Mechanical System Design and Manufacturing

LabVIEW Software Development

Data Acquisition Systems and Services

Electrical Panel Work
© ASTA Technologies. ALL Rights Reserved.